
刘煌萍1 朱德高2 邱建勇1 刘琼1
(1 广东广铝铝型材有限公司,广州510450;2 佛山龙图科技有限公司,广东佛山528225)
摘要:随着喷涂行业的发展,固化炉也逐渐往节能、环保、功能化的方向转变,不同的炉子体现出不同的性能,那么如何选择适合自己的就显得非常重要,本文将从直通固化炉的结构、热循环原理、能耗以及炉体尺寸等多角度分析,让大家对固化炉有更多的了解。
关键词:框架结构、错位保温层、比例调节燃烧器、热风循环系统
卧式喷涂直通式固化炉(隧道炉,包括桥式炉)是喷涂行业应用最为广泛的设备,铝型材、单板、五金配件、车辆交通甚至家电电器行业都有大量使用。其主要结构一般由烘道的炉体、燃烧加热室、热风循环系统、空气过滤器、断热区和空气幕等部分组成。大型的炉子通常要用到两套燃烧加热室、小型的可用一套。多采用独立的热风循环方式。
1、炉体的构成
烘道炉体是由骨架、内外壁护板和保温材料构成的箱式封闭空间结构。一般常见的有拼装式和框架式两种形式。
拼装式是在机加工工厂,采用钢板沿烘道长度折成槽轨形式,夹住保温材料,预先制作好板块,再到安装现场拼插成直通式烘道。拼装式结构简单,施工快捷,将来拆迁移位也方便。早期普遍使用,缺点是刚度稍有不足,拼缝处热量容易泄漏。
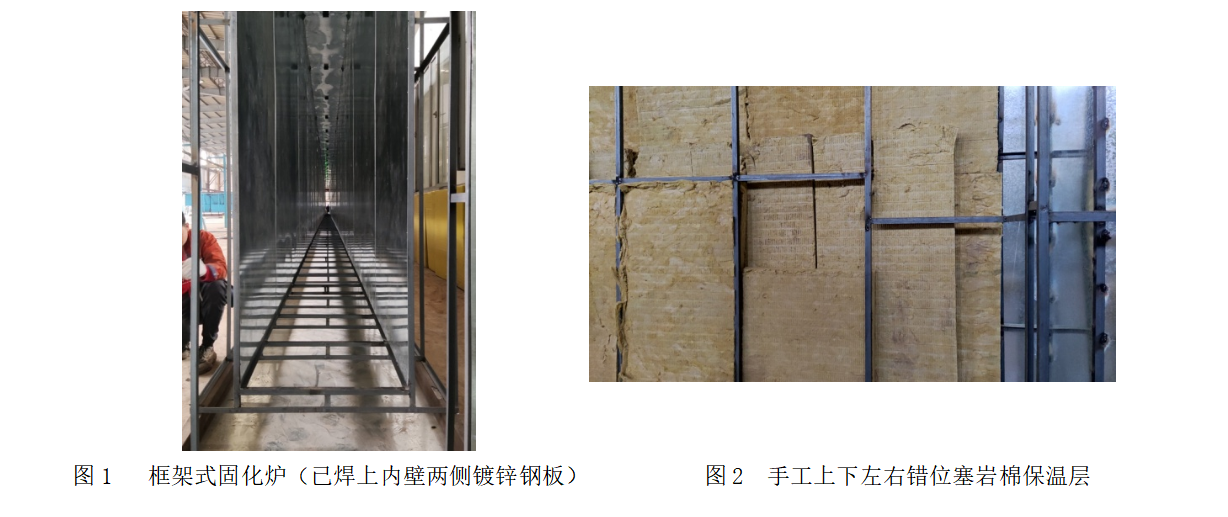
框架式采用型钢(角钢)构成烘道的矩形框架基本形状,见图1所示。在框架上铆接、焊接钢板和安装保温材料。框架结构具有足够的强度和刚度,整体性好、保温性好,但使用材料较多、运输及焊接安装均要到现场,施工周期长,也不利于设备将来的改造和搬迁。考虑到节能上的优点,目前应用较普遍。
炉体框架型钢通常用25×25×2.0的角钢来焊接,炉体内壁要用1.2mm厚的镀锌钢板或不锈钢板,外壁护板可用1.2mm厚的冷轧钢板,表面喷涂装饰涂层,上下包角后再装喷涂色条。
2、保温材料的选择
保温材料是烘道的重要组成部分,护板内保温层的作用是使烘道密封和保温,减少烘道的热量损失,提高热效率。保温层必须采用非燃材料制造,材料和厚度应由烘道的温度、结构决定。烘道正常运行时,一般工艺温度在260℃以下,保温层外板90%~95%面积的表面温度不高于环境温度(车间温度)10℃。
目前常用的保温材料有岩棉和硅酸铝纤维棉两种,岩棉颜色为黄色,硅酸铝纤维棉为白色,岩棉一般使用温度在600℃以下,而硅酸铝纤维棉耐温可达900~1400℃,两者耐温差别比较大,这也是价格差的主要原因。在常温条件下岩棉的导热系数≤0.047w/(mok),硅酸铝纤维棉的导热系数≤0.044w/(mok),两者相差不大。因固化炉工艺温度不高,岩棉价格也合适,岩棉的使用较为广泛。
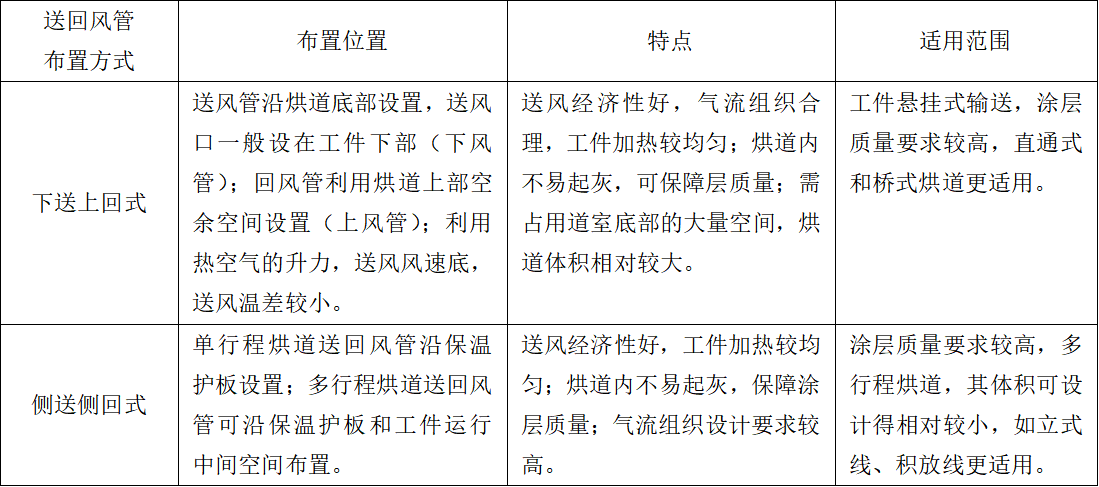
一般保温层的厚度在150~250mm左右,燃烧室和烘道顶部保温层厚度应取上限250mm。保温层要采用手工方法上下左右错位塞棉,这样保温隔热性才能更好,见图2所示。
3、燃烧加热室
燃烧加热室分为直接燃烧室和间接燃烧室。
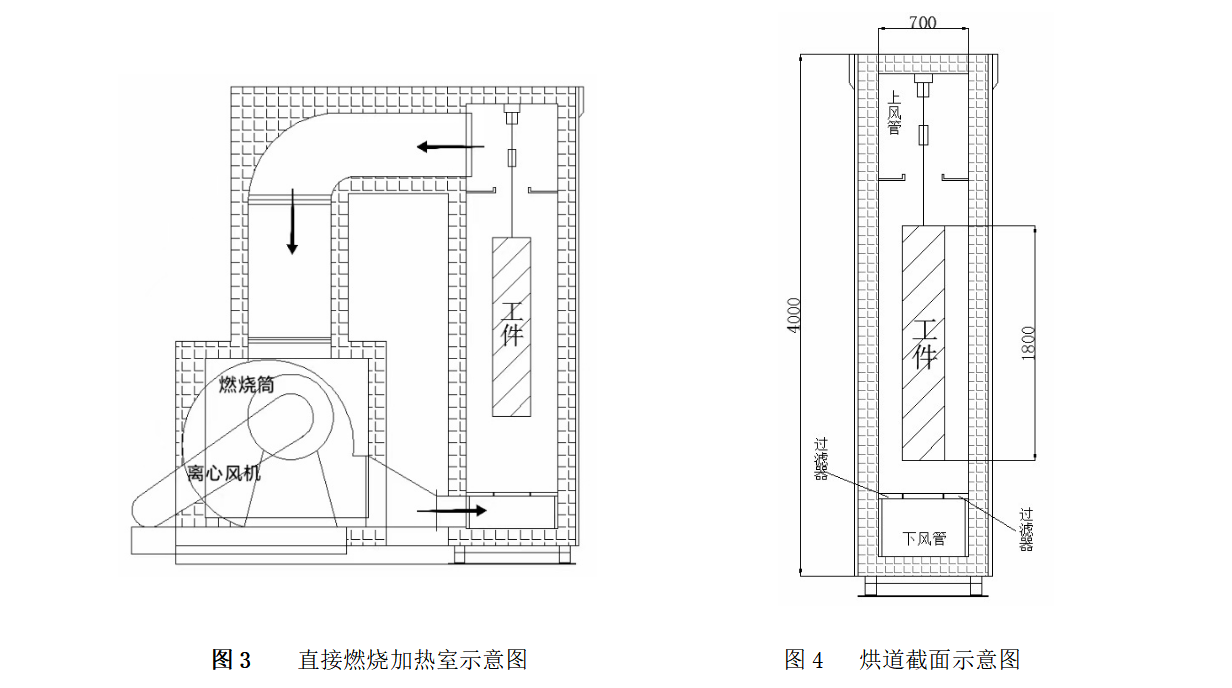
直接燃烧室是将燃气(或燃油)通过燃烧器(烧嘴)在燃烧室内燃烧,然后将燃烧生成物和热空气的混合气体用离心风机送入烘道来加热工件上的涂层(见图3所示)。也就是说,燃烧后的高温气体直接参与烘道的空气循环。直接燃烧室优点是热效率高,节能。缺点是有明火可进入烘道,不够安全。另外混合的热空气中含有烟尘,过滤器要定期清洗。直接燃烧室要内置燃烧筒来稳定火焰和减少明火进入烘道。如要用到油漆喷涂场合,要在回风管到燃烧室接口处增加一套过滤器。质量要求特别高的喷漆涂层建议用间接燃烧室。
间接燃烧室是利用燃烧器产生的热源,通过热交换器来加热烘道里的空气。该空气加热器的特点是安全,热空气清洁,热量容易调节,但热效率相对直接燃烧室要低,效率只有直接燃烧室的70%~80%左右。
燃烧室内壁板要用到1.5mm厚的耐热不锈钢板,燃烧筒用的耐热不锈钢板要3.0mm厚。热源最好使用清洁的液化石油气或天然气能源。燃烧器的燃烧控制方式常用的可分为:双段火燃烧器和比例调节燃烧器两种。
双段燃烧器有大火、小火、停止3种状态,小火用来点火或保温,大火用来升温。双段火应用在温度要求一般、允许温度误差10℃以内的固化炉加热。双段燃烧器调节方便,维修简单。
比例调节燃烧器也是先点小火,然后按要求比例运行,火力大小和火焰大小可以在功率范围内任意点无级转换。比例调节燃烧器对温度控制的非常精确,能够保持着几乎稳定的状态。有些好的燃烧器,可控制到±1℃范围。总体来说,比例燃烧器的调节范围大,转火平稳,性能好,但价格较高。
在需要提高链速、提高产量的情况,同时又要保证固化时间能够达到要求,意味着炉子前段要加快升温速度、加大前段燃烧室的功率。
4、热风循环系统
热风循环系统是将燃烧室加热至一定的温度的热空气,通过燃烧室里的风机引入烘道,并在烘道的有效加热区内形成热空气环流,连续加热工件,使涂层得到干燥或流平固化。
热风循环的加热系统一般由燃烧器、风机、送风管、回风管、空气过滤板和调节板等部件组成,见图3示意图。
送风回风管在烘道内布置的方式较多,常用的有下送上回式和侧送侧回式。送回风管在烘道内布置方式的选择必须根据涂层的要求、设备的结构进行合理选择。两种送风管布置方式的特点见表1。
表1 送风管各种布置方式的特点
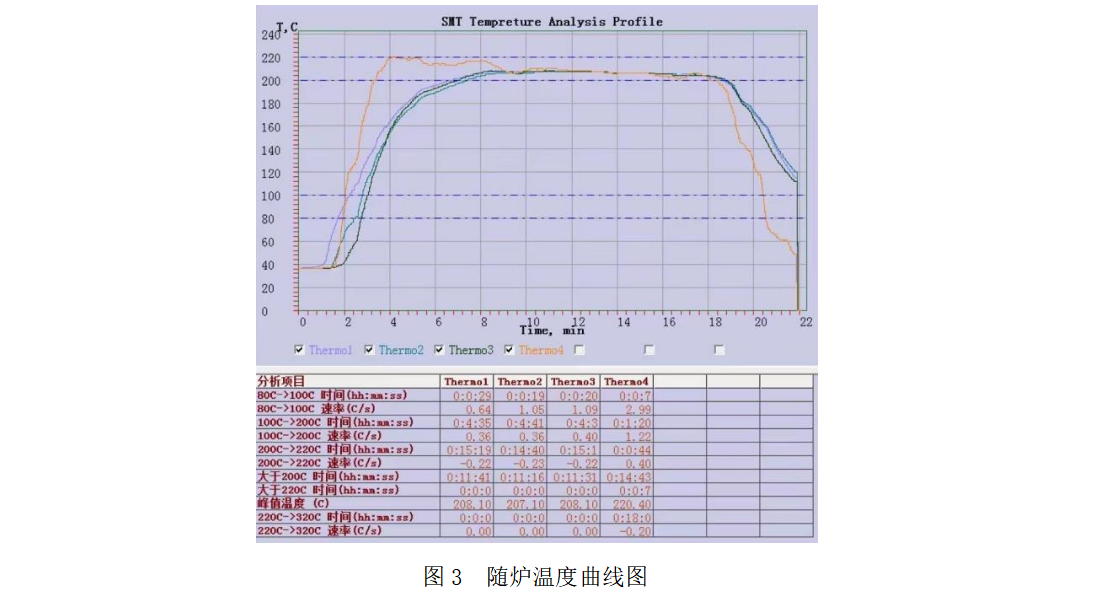
直通式固化炉通常采用下送上回式风管,见图4烘道截面示意图。下送上回式是利用热空气的自然升力,使得烘道内形成合理的热风流向,达到工件加热较均匀、送风经济性好、气流组织合理。出风管布置在沿烘道长度方向上的烘道下部,向炉内两壁方向出风。出风口设有过滤网并且风量可调,即每间隔 500~700 mm 左右对称设置调整风门,用来调整整个烘道的温度梯度,确保炉内空气干净、炉温曲线分布均匀。回风管设在烘道的上部,通过合理的风口布局,利用热空气自然的升力,烘道内形成自下而上的热流。可定期打开风管来清理烟尘。
5、空气过滤器
烘道空气中的尘埃不仅直接影响涂层的表面质量,而且还会影响烘道内壁的清洁并恶化加热器的传热效果,因此烘道需要采用空气过滤器进行除尘净化,过滤器位置见图4所示。
热风循环烘道主要使用干式过滤器和填充滤料过滤器。
干式纤维过滤器由内外两块不锈钢孔板(或铝合金孔板)和中间的阻燃料制成的滤布组成。滤布的特点是由细微的纤维紧密地错综排列,形成一个有无数网眼的稠密的过滤层,通过接触阻留作用、撞击作用、扩散作用、重力作用及静电作用进行滤尘,也有的厂家用5层20目的不锈钢网代替,过滤厚度30mm、阻力可小于200pa。干式过滤器的过滤精度较可靠,考虑到其清理方便和耐用性,应该是首选设备,行业里也比较常用。
6、断热区和空气幕装置
对于直通式固化炉,一般工件连续通过,工件进出口门洞始终是敞开的。为了防止热空气从烘道流出和外部冷空气流入,减小热量损失,提高热效率,必须在烘道进、出口门洞处两端设置断热区(空气膨胀室),利用气流膨胀和收缩的自身阻力减少跑热。
固化后的热工件会把炉内的热空气带出炉外,一般要在出口门洞两侧设置空气幕(双侧风幕)。空气幕是高速风机产生的喷射气流来形成无形的风帘,将炉内外分成两个独立温度区域,隔热效率可达60~80%,隔烟的效率可达到90%以上。空气幕喷射风速一般设置为10~20m/s。对于溶剂型喷漆涂层的固化炉,应注意空气幕风机以及配套电机的防爆问题。
炉口进出口上方设动力抽风罩,使得溢出炉外的废气能及时被排到废气处理系统,不会外溢。
7、炉体的尺寸的选择
(1)固化炉炉体长度的计算
L=l1+l2+l3
l1=vt
式中 L——直通式烘道的炉体长度,m;
l1——保温区长度,m;
v——悬挂输送机速度,m/min;工艺范围0~5 m/min,通常用4 m/min。
t——固化保温时间,min;常规粉末通常取10~12min。
l2——进口升温区长度,m
l3——出口降温区长度,m;当设备为直通式烘道时, l2 + l3一般取20m。
(2)固化炉炉体宽度的计算
B=b+2b1+2b2
式中 B——炉体宽度,m;
b——工件的最大宽度,m;挂双排型材可取0.35m。
b1——工件与内壁间隙,m;可取0.15~0.2m。
b2——保温板厚度,一般取0.15~0.25m。
(3)固化炉体截面高度的计算
H=h+h1+h2+h3+δ1+δ2
式中 H——炉体截面高度,m;
h——工件的最大高度,m;通常有1.6m、1.8m、2.0m三种,根据设计道粉房挂料高度来选。
h1——工件顶部至烘道顶部内壁的距离,m;
h2——工件底部至下风管的距离,一般取0.25~0.4m,
h3——上风管截面高度,m,
h4——下风管截面高度,m,
δ1——烘道顶部保温层厚度,一般取0.25m;
δ2——烘道底部保温层温度,一般取0.2m。
(4)炉口门洞宽度尺寸的计算
b0=b+2b3
式中 b0——工件通过处门洞的宽度,m;
b——工件的最大宽度,m;挂双排型材可取0.35m。
b3——工件与门洞侧边的间隙,一般可取0.1m;如设置空气幕,其出口门洞应考虑空气幕管道的安装位置。
对于铝型材常用的直通式固化炉,如果工艺链速取4m/min,炉体长度一般不小于60m,宽度不小于1.1m。 烘道内宽度可取0.7m、炉口门洞宽度0.5m为宜。对于铝单板喷漆,根据铝板弯折宽度,烘道内宽度可取1.1~1.3m、炉口门洞宽度1.0~1.2m。
8、直通式固化炉的温度控制
两个燃烧室加热工位的温度控制采用数显式自动控制仪,系统采用可编程控制器和中文界面触摸屏。燃烧器与循环风机通过热继电器和风压开关连锁控制,确保风机正常工作后燃烧机方能启动工作,以免发生燃烧器的干烧损坏燃烧室加热系统。
生产中,如有以下情况,设备具有相应的互锁保护和报警指示功能:
(1)烘道超温控制;
(2)燃烧器失火;
(3)紧急停机;
(4)热交换器超温报警;
(5)燃烧机熄火风机延时报警。
烘道上下温差要求控制在±5℃内。有的喷涂厂家,为了提高产量提高链速,同时又要保障固化时间能够达到要求,前段要加快升温速度,尽快到达固化温度。长度方向上,理想的随炉温度曲线如图3所示(链速为3m/min时所测)。
9、能耗及结语
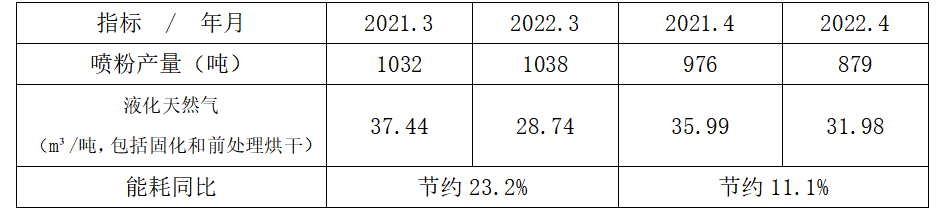
采用液化天然气直燃式加热,用两台燃烧功率为40~45万 kcal/h的燃烧器,通常气耗≤41m³/h。 笔者今年1月通过合理的参数分析、选型比较,2月份对某条粉末喷涂线固化炉设备进行了更改、调试和试产,3月开始正式生产,统计3、4月份的生产数据,跟去年同期对比,改造后单位产品能耗对比见表2,可以看出能耗节约明显。以每月生产900吨、每吨产品节约5m³天然气计算,一年半就可以收回新固化炉的投资。值得喷涂厂家更换旧设备和增加新设备参考。
表2


关注了解更多资讯
Copyright © 2021-2026 佛山龙图科技有限公司 All Rights Reserved.
粤ICP备2021052677号  粤公网安备 44060502002586号
技术支持:
粤公网安备 44060502002586号
技术支持: 海纳创联
海纳创联